


Torwell ABS Filament 1,75 mm fir 3D-Drécker a 3D-Stëft
Produktmerkmale

| Mark | Torwell |
| Material | QiMei PA747 |
| Duerchmiesser | 1,75 mm/2,85 mm/3,0 mm |
| Nettogewiicht | 1 kg/Spull; 250 g/Spull; 500 g/Spull; 3 kg/Spull; 5 kg/Spull; 10 kg/Spull |
| Bruttogewiicht | 1,2 kg/Spull |
| Toleranz | ± 0,03 mm |
| Längt | 1,75 mm (1 kg) = 410 m |
| Späicherëmfeld | Dréchen a gelëft |
| Dréchnungsastellung | 70˚C fir 6 Stonnen |
| Ënnerstëtzungsmaterialien | Mat Torwell HIPS, Torwell PVA opdroen |
| Zertifizéierungsgenehmegung | CE, MSDS, Reach, FDA, TÜV, SGS |
| Kompatibel mat | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker an all aner FDM 3D-Drécker |
Méi Faarwen
Verfügbar Faarf:
| Basisfaarf | Wäiss, Schwaarz, Rout, Blo, Giel, Gréng, Natur, |
| Aner Faarf | Sëlwer, Gro, Haut, Gold, Rosa, Violett, Orange, Gielgold, Holz, Chrëschtgréng, Galaxieblo, Himmelblo, Transparent |
| Fluoreszent Serie | Fluoreszent Rout, Fluoreszent Giel, Fluoreszent Gréng, Fluoreszent Blo |
| Liicht Serie | Liichtgréng, Liichtblo |
| Faarfännerend Serie | Blo-gréng bis giel-gréng, Blo bis wäiss, Violett bis rosa, Gro bis wäiss |
| Akzeptéiert d'Faarf vum Client PMS |

Modellshow

Pak
1 kg Roll ABS Filament mat Trocknungsmëttel an enger Vakuumverpackung.
All Spull an enger individueller Këscht (Torwell-Këscht, Neutral-Këscht oder personaliséiert Këscht verfügbar).
8 Këschte pro Karton (Kartongréisst 44x44x19cm).

Fabrécksanlag

Wichteg Notiz
Féiert de Filament w.e.g. duerch dat fixéiert Lach, fir datt et sech no der Benotzung net verfilzt. 1,75 ABS Filament brauch en Hëtzebett an eng richteg Drockuewerfläch, fir Verformung ze vermeiden. Grouss Deeler si bei Hausdrucker ufälleg fir Verformung, an de Geroch beim Drock ass méi staark wéi bei PLA. D'Benotzung vu Raft oder Rand oder d'Reduktioun vun der Geschwindegkeet fir déi éischt Schicht kéint hëllefen, Verformung ze vermeiden.
FAQ
Firwat kënnen d'Filamenter net um Baubett hänken?
1. Kontrolléiert d'Temperaturastellung virum Drécken, ABS-Filamenter hunn eng méi héich Extrusiounstemperatur;
2. Kontrolléiert ob d'Plackenuewerfläch laang benotzt gouf, et ass recommandéiert se duerch eng nei ze ersetzen fir eng staark Haftung vun der éischter Schicht ze garantéieren;
3. Wann déi éischt Schicht eng schlecht Haftung huet, ass et recommandéiert, den Drocksubstrat nei auszegläichen, fir den Ofstand tëscht der Düse an der Uewerflächenplack ze reduzéieren;
4. Wann den Effekt net gutt ass, ass et recommandéiert den Entworf virum Drock auszedrécken.
| Dicht | 1,04 g/cm³3 |
| Schmelzflussindex (g/10min) | 12 (220℃/10 kg) |
| Hëtztverzerrungstemperatur | 77℃, 0,45 MPa |
| Zugfestigkeit | 45 MPa |
| Verlängerung beim Broch | 42% |
| Biegfestigkeit | 66,5 MPa |
| Biegemodul | 1190 MPa |
| IZOD Schlagfestigkeit | 30 kJ/㎡ |
| Haltbarkeet | 8/10 |
| Dréckbarkeet | 7/10 |
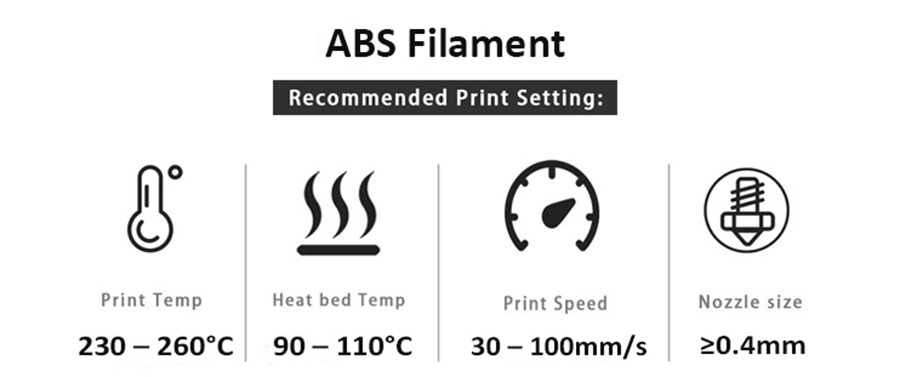
| Extrudertemperatur (℃) | 230 – 260 ℃Recommandéiert 240℃ |
| Betttemperatur (℃) | 90 – 110°C |
| Düsengréisst | ≥0,4 mm |
| Ventilatorgeschwindegkeet | Niddreg fir besser Uewerflächenqualitéit / Aus fir besser Stäerkt |
| Dréckgeschwindegkeet | 30 – 100 mm/s |
| Beheizt Bett | Erfuerderlech |
| Recommandéiert Bauflächen | Glas mat Klebstoff, Ofdeckungspabeier, Blott Klebeband, BuilTak, PEI |







