


ABS 3D-Dréckerfilament, blo Faarf, ABS 1kg Spull 1,75mm Filament
Produktmerkmale

ABS ass e ganz schlagfeste, hëtzebeständege Filament, deen staark, attraktiv Designen produzéiert. E Favorit fir funktionell Prototyping, ABS gesäit super aus mat oder ouni Polieren. Fuert Är Erfindungsräichheet bis un d'Limit a loosst Är Kreativitéit fléien.
Recommandéiert Extrusiouns-/Düsentemperatur:230 °C - 260 °C (450 °F ~ 500 °F),
Temperatur vum geheizten Bett:80°C - 110 °C (176℉~ 212℉)/ PVP-Stéck hëlleft.
Dréckgeschwindegkeet:30~100 mm/s (1.800~4.200 mm/min).
Ventilator:Niddreg fir eng besser Uewerflächenqualitéit; Aus fir eng besser Stäerkt.
Filamentduerchmiesser a Genauegkeet:1,75 mm +/- 0,05.
Nettogewiicht vun de Filamenter:1 kg (2,2 lbs)
| Mark | Torwell |
| Material | QiMei PA747 |
| Duerchmiesser | 1,75 mm/2,85 mm/3,0 mm |
| Nettogewiicht | 1 kg/Spull; 250 g/Spull; 500 g/Spull; 3 kg/Spull; 5 kg/Spull; 10 kg/Spull |
| Bruttogewiicht | 1,2 kg/Spull |
| Toleranz | ± 0,03 mm |
| Längt | 1,75 mm (1 kg) = 410 m |
| Späicherëmfeld | Dréchen a gelëft |
| Dréchnungsastellung | 70˚C fir 6 Stonnen |
| Ënnerstëtzungsmaterialien | Mat Torwell HIPS, Torwell PVA opdroen |
| Zertifizéierungsgenehmegung | CE, MSDS, Reach, FDA, TÜV, SGS |
| Kompatibel mat | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker an all aner FDM 3D-Drécker |
Méi Faarwen
Faarf verfügbar
GAllgemeng FaarwenWäiss, Schwaarz, Rout, Blo, Giel, Gréng, Natur, Sëlwer, Gro, Haut, Gold, Rosa, Violett, Orange, Gielgold, Holz, Chrëschtgréng, Galaxieblo, Himmelblo, Transparent
Fluoreszent Faarwen: Fluoreszent Rout, Fluoreszent Giel, Fluoreszent Gréng, Fluoreszent Blo
Liichtend/Glühend an donkelen Faarwen:Liichtend/glühend am donkelgréng, Liichtend/glühend am donkelblo
Faarfännerung iwwer Temperaturserie: Blo-gréng bis giel-gréng, Blo bis wäiss, Violett bis rosa, Gro bis wäiss
Akzeptéiert d'Faarf vum Client PMS

Modellshow

Pak
1 kg Roll ABS Filament mat Trocknungsmëttel an enger Vakuumverpackung.
All Spull an enger individueller Këscht (Torwell-Këscht, Neutral-Këscht oder personaliséiert Këscht verfügbar).
8 Këschte pro Karton (Kartongréisst 44x44x19cm).

Méi Informatiounen
Kee Material ass genau d'selwecht an d'Spezifikatioune variéieren, et ginn e puer Saachen, déi definitiv hëllefe sollten:
- Den Drécker uschléissen:ABS ass empfindlech op Temperaturännerungen, et ass besser sécherzestellen, datt ÄrenDen 3D-Drécker ass entweder zougemaachoder op d'mannst datt d'Temperatur vum Raum net kal ass.
- Benotzt e waarmt Bett:Dëst ass obligatoresch. ABS huet eng héich thermesch Kontraktioun, wann déi éischt Schicht ofkillt, schrumpft se am Volumen, wat zu Deformatiounen wéi Verformung féiert. An engem erhëtzte Bett bei ongeféier 110 °C bleift ABS an engem Aart gummiartigen Zoustand, wat et erlaabt, sech zesummenzezéien, ouni sech ze deforméieren.
- Déi richteg Betthaftung:Et ass staark recommandéiert, zousätzlech zu engem erhëtzte Bett en Haftmëttel op der Bauplack ze benotzen. Et gëtt vill Méiglechkeeten, dorënner Klebstoff, Kapton-Band a ...ABS-Schlamm, eng flësseg Léisung vun ABS, déi an Aceton verdënnt ass.
- Feinabstimmung vun der Ofkillung:De Ventilator fir d'Kühlen bléist Loft op all Schicht fir eng méi séier Erstarrung, awer bei ABS kann dat zu Verformungen féieren. Probéiert d'Kühlastellungen op dat absolut Minimum unzepassen, dat fir d'Bréckbildung néideg ass, fir ze vermeiden.SchnëttEng gutt Taktik ass et, de Killventilator fir déi éischt puer Schichten ganz auszeschalten.
Fabrécksanlag

Torwell, en exzellenten Hiersteller mat méi wéi 10 Joer Erfahrung am 3D-Dréckfilament
Wichteg Notiz
Féiert de Filament w.e.g. duerch dat fixéiert Lach, fir datt et sech no der Benotzung net verfilzt. 1,75 ABS Filament brauch en Hëtzebett an eng richteg Drockuewerfläch, fir Verformung ze vermeiden. Grouss Deeler si bei Hausdrucker ufälleg fir Verformung, an de Geroch beim Drock ass méi staark wéi bei PLA. D'Benotzung vu Raft oder Rand oder d'Reduktioun vun der Geschwindegkeet fir déi éischt Schicht kéint hëllefen, Verformung ze vermeiden.
Firwat soll een Torwell ABS Filament wielen?
Materialien
Egal wat Äert lescht Projet verlaangt, mir hunn e Filament fir all Bedierfnesser, vun Hëtztbeständegkeet an Haltbarkeet bis Flexibilitéit an geruchsloser Extrusioun. Eise komplette Katalog bitt Iech d'Wielméiglechkeeten, déi Dir wëllt, fir datt Dir d'Aarbecht séier an einfach fäerdeg kritt.
Qualitéit
Torwell ABS Filamenter gi vun der Dréckerei fir hir héichqualitativ Zesummesetzung gär, déi verstoppt-, blasefräien an knubbelfräien Drock ubidden. All Spull ass garantéiert déi héchst méiglech Leeschtung ze bidden. Dat ass den Torwell Verspriechen.
Faarwen
Ee vun de wichtegste Faktoren vun all Drock hänkt vun der Faarf of. Torwell 3D Faarwe si kräfteg a lieweg. Mëscht a kombinéiert hell Primärtéin an nuancéiert Téin mat Glanz-, Textur-, Glanz-, Transparent- a souguer Holz- a Marmer-imitéierende Filamenter.
Zouverlässegkeet
Vertraut all Är Drécker dem Torwell un! Mir beméien eis, den 3D-Drécken zu engem agreablen a fehlerfräie Prozess fir eis Clienten ze maachen. Dofir gëtt all Filament suergfälteg formuléiert a grëndlech getest, fir Iech Zäit an Effort ze spueren, all Kéier wann Dir dréckt.
| Dicht | 1,04 g/cm³3 |
| Schmelzflussindex (g/10min) | 12 (220℃/10 kg) |
| Hëtztverzerrungstemperatur | 77℃, 0,45 MPa |
| Zugfestigkeit | 45 MPa |
| Verlängerung beim Broch | 42% |
| Biegfestigkeit | 66,5 MPa |
| Biegemodul | 1190 MPa |
| IZOD Schlagfestigkeit | 30 kJ/㎡ |
| Haltbarkeet | 8/10 |
| Dréckbarkeet | 7/10 |
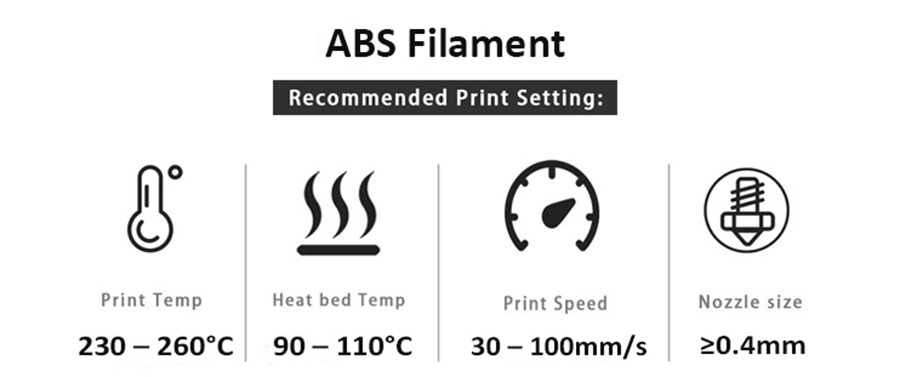
| Extrudertemperatur (℃) | 230 – 260 ℃Recommandéiert 240℃ |
| Betttemperatur (℃) | 90 – 110°C |
| Düsengréisst | ≥0,4 mm |
| Ventilatorgeschwindegkeet | Niddreg fir besser Uewerflächenqualitéit / Aus fir besser Stäerkt |
| Dréckgeschwindegkeet | 30 – 100 mm/s |
| Beheizt Bett | Erfuerderlech |
| Recommandéiert Bauflächen | Glas mat Klebstoff, Ofdeckungspabeier, Blott Klebeband, BuilTak, PEI |







