


Flexibelt 3D-Filament TPU blo 1,75 mm Shore A 95
Produktmerkmale

| Mark | Torwell |
| Material | Premium Thermoplastik Polyurethan |
| Duerchmiesser | 1,75 mm/2,85 mm/3,0 mm |
| Nettogewiicht | 1 kg/Spull; 250 g/Spull; 500 g/Spull; 3 kg/Spull; 5 kg/Spull; 10 kg/Spull |
| Bruttogewiicht | 1,2 kg/Spull |
| Toleranz | ± 0,05 mm |
| Längt | 1,75 mm (1 kg) = 330 m |
| Späicherëmfeld | Dréchen a gelëft |
| Dréchnungsastellung | 65˚C fir 8 Stonnen |
| Ënnerstëtzungsmaterialien | Mat Torwell HIPS, Torwell PVA opdroen |
| Zertifizéierungsgenehmegung | CE, MSDS, Reach, FDA, TUV an SGS |
| Kompatibel mat | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker an all aner FDM 3D-Drécker |
| Pak | 1 kg/Spull; 8 Spullen/Kartong oder 10 Spullen/Kartong zouene Plastiksäck mat Trocknungsmëttel |
TOrwellTPU-Filament ënnerscheet sech duerch seng héich Stäerkt a Flexibilitéit, wéi en Hybrid aus Plastik a Gummi.
95A TPU huet eng héich Abrasiounsbeständegkeet a geréng Kompressioun am Verglach mat Gummideeler, besonnesch bei méi héijer Fëllung.
Am Verglach mat de meeschte übleche Filamenter wéi PLA an ABS, muss TPU vill méi lues lafen.
Méi Faarwen
Faarf verfügbar
| Basisfaarf | Wäiss, Schwaarz, Rout, Blo, Giel, Gréng, Gro, Orange, Transparent |
| Akzeptéiert Client PMS Colo | |

Modellshow

Pak
1 kg Roll3D-Filament TPUmat Trockner dranVakuum Pak
All Spull an enger individueller Këscht (Torwell-Këscht, Neutral-Këscht oder personaliséiert Këscht)verfügbar)
8 Këschte pro Karton (Kartongréisst 44x44x19cm)

Recommandéiert fir Dréckeren mat Direktantriebsextruder, 0,4~0,8mm Düsen.
Mat engem Bowden-Extruder kënnt Dir méi op dës Tipps oppassen:
- Dréck lues 20-40 mm/s Dréckgeschwindegkeet
- Astellungen vun der éischter Schicht. (Héicht 100% Breet 150% Geschwindegkeet 50% z.B.)
- Réckzuch deaktivéiert. Dëst géif dreckeg, futti oder lafend Drockresultater reduzéieren.
- Multiplikator erhéijen (optional). op 1,1 astellen géif hëllefen, datt d'Filament gutt verbënnt. - Killventilator no der éischter Schicht uschalten.
Wann Dir Problemer mam Drécken mat mëllen Filamenter hutt, sollt Dir als éischt, an am wichtegsten, den Drock verlangsamen; e Laf mat 20 mm/s funktionéiert perfekt.
Et ass wichteg beim Luede vum Filament, datt en eréischt ufänkt ze extrudéieren. Soubal Dir gesitt, datt de Filament erauskënnt, dréckt d'Düs op Stop. D'Luedefunktioun dréckt de Filament méi séier duerch wéi bei engem normalen Drock an doduerch kann en am Extruderzännrad hänke bleiwen.
Féiert de Filament och direkt an den Extruder, net duerch d'Zouféierungsrouer. Dëst reduzéiert de Widderstand um Filament, wat dozou féiere kann, datt d'Zännrad um Filament rutscht.
Fabrécksanlag

FAQ
A: Jo, all TPU-Material kann ugestrach ginn. Ech benotzen "Tulip Colorshot Stoffsprayfaarf". Et hält gutt um TPU-Deel a reiwt net op den Hänn oder Kleeder of. Dréchent an ongeféier enger Stonn oder manner. Ech benotzen och eng Hëtzepistoul, fir datt et a puer Minutten dréchent. Dir kënnt och en Hoerföhn benotzen. Dir kënnt e groe TPU-Filament als neutral Faarf auswielen an et dann mat der Faarf uewen an all méigleche Faarwen unstrahlen. Dat ass wat ech maachen an et funktionéiert ganz gutt.
A: Den TPU krut vum TOrwellhuet vill manner Geroch wéi PLA. Et huet guer kee Geroch, deen ech bis elo gemierkt hunn, an ech lafen den Drécker op, wann ech Flex benotzen. Wat d'Toxizitéit ugeet, weess ech net, awer de Geroch ass kee Problem.
A: TPU ass besser wéi PLA wann et ëm Flexibilitéit geet. TPU bitt eng héich Haltbarkeet a grouss Schlagfestigkeit. PLA gëtt léiwer wéi TPU wann et drëm geet einfach ze drécken, fir Objeten mat Stäerkt a besserer Uewerflächenqualitéit ze kréien. TPU kann a funktionelle Komponenten als Uwendung benotzt ginn.
A: Jo, TPU ass e hitzebeständegt Filament mat enger Glasübergangstemperatur vu 60 Grad Celsius. D'Schmelztemperatur vun TPU ass méi héich wéi déi vu PLA.
A: D'Dréckgeschwindegkeet fir TPU-Filament variéiert tëscht 15-30 Millimeter pro Sekonn, ouni Kompromësser bei der Qualitéit.
| Dicht | 1,21 g/cm³3 |
| Schmelzflussindex (g/10min) | 1,5 (190 ℃/2,16 kg) |
| Shore-Häert | 95A |
| Zugfestigkeit | 32 MPa |
| Verlängerung beim Broch | 800% |
| Biegfestigkeit | / |
| Biegemodul | / |
| IZOD Schlagfestigkeit | / |
| Haltbarkeet | 9/10 |
| Dréckbarkeet | 6/10 |
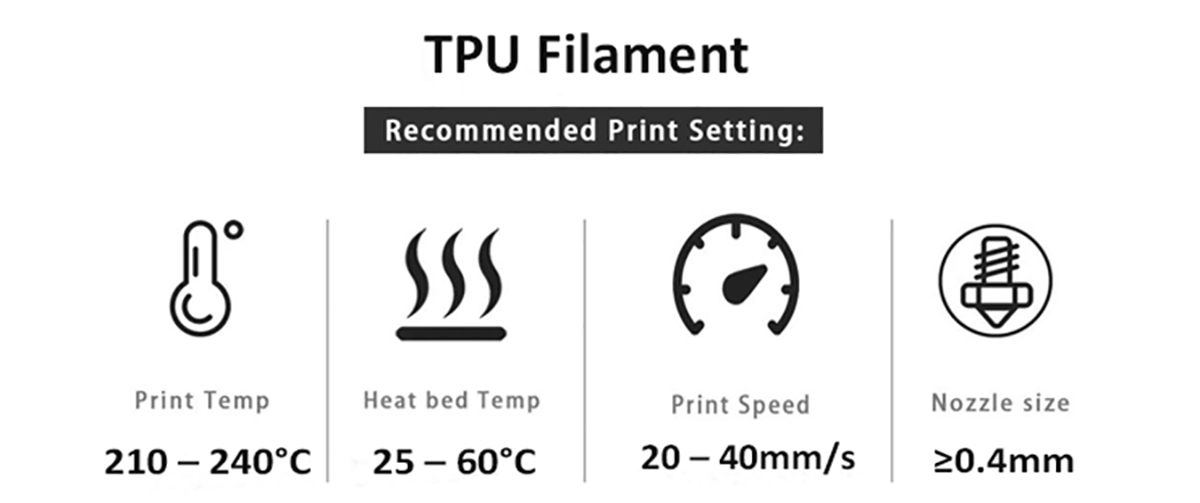
| Extrudertemperatur (℃) | 210 – 240 ℃ Recommandéiert 235℃ |
| Betttemperatur (℃) | 25 – 60°C |
| Düsengréisst | ≥0,4 mm |
| Ventilatorgeschwindegkeet | Op 100% |
| Dréckgeschwindegkeet | 20 – 40 mm/s |
| Beheizt Bett | Optional |
| Recommandéiert Bauflächen | Glas mat Klebstoff, Ofdeckungspabeier, Blott Klebeband, BuilTak, PEI |








