





Duebelfaarweg Seid PLA 3D Filament, perlmutt 1,75 mm, Koextrusioun Reebou
Produktmerkmale

Torwell Duebelfaarf-Koextrusiounsfilament
Am Géigesaz zum normale PLA-Filament mat Faarfännerung a Reebou-Form ass all Zentimeter vun dësem mageschen 3D-Filament aus zwou Faarwen. Dofir kritt Dir einfach all Faarwen, och bei ganz klenge Prints.
Exquisite Detailer Glat a glänzend
De Grond, firwat dësen 3D-Dréckerfilament schéin ausgesäit, ass déi wonnerbar Seid-PLA-Filamentuewerfläch.
| BRand | TOrwell |
| Material | Polymerkompositen Perlmutt PLA (NatureWorks 4032D) |
| Duerchmiesser | 1,75 mm |
| Nettogewiicht | 1 kg/Spull; 250 g/Spull; 500 g/Spull; |
| Bruttogewiicht | 1,2 kg/Spull |
| Toleranz | ± 0,03 mm |
| LLängt | 10,75 mm (1 kg) = 325 m |
| Späicherëmfeld | Dréchen a gelëft |
| Dréchnungsastellung | 55˚C fir 6 Stonnen |
| Ënnerstëtzungsmaterialien | Uwenden matTOrwell HIPS, Torwell PVA |
| Zertifizéierungsgenehmegung | CE, MSDS, Reach, FDA, TUV an SGS |
| Kompatibel mat | Makerbot, UP, Felix, RepRap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker an all aner FDM 3D-Drécker |
| Pak | 1 kg/Spull; 8 Spullen/Kartong oder 10 Spullen/Kartongzouene Plastiksäck mat Trocknungsmëttel |
Méi Faarwen
Verfügbar Faarf:
| Basisfaarf | Wäiss, Schwaarz, Rout, Blo, Giel, Gréng, Sëlwer, Gro, Gold, Orange, Rosa |
| Akzeptéiert d'Faarf vum Client PMS | |

Modellshow

Pak

Fabrécksanlag

Torwell, en exzellenten Hiersteller mat méi wéi 10 Joer Erfahrung am 3D-Dréckfilament.
NOTIZ
• Halt de Filament sou vertikal wéi méiglech ouni en ze verdréien.
• Wéinst dem Opnamelicht oder der Displayopléisung gëtt et e bësse Faarfschattéierung tëscht de Biller an de Filamenter.
• Et gëtt e klengen Ënnerscheed tëscht de verschiddene Chargen, dofir ass et recommandéiert, genuch Filament gläichzäiteg ze kafen.
FAQ
A: Vergewëssert Iech, datt d'Plattform nivelléiert ass, datt den Ofstand tëscht der Düse an der Uewerfläch vun der Plattform passend ass, sou datt den Drot, deen aus der Düse kënnt, liicht zesummegedréckt gëtt.
B: Kontrolléiert d'Drécktemperatur an d'Temperaturastellung vum waarme Bett. Déi recommandéiert Drécktemperatur ass 190-220°C, an d'Temperatur vum waarme Bett ass 40°C.
C: D'Uewerfläch vun der Plattform muss gebotzt ginn oder Dir kënnt speziell Uewerflächen, Klebstoff, Hoerspray etc. benotzen.
D: D'Adhäsioun vun der éischter Schicht ass schlecht, wat verbessert ka ginn andeems d'Extrusiounslinnbreet vun der éischter Schicht erhéicht an d'Dréckgeschwindegkeet reduzéiert gëtt.
A: D'Zähegkeet vu Seid-Pla ass méi niddereg wéi PLA, wéinst der anerer Formel.
B: Dir kënnt d'Temperatur an d'Zuel vun de baussenzege Maueren erhéijen, fir eng besser Schichthaftung ze hunn.
C. de Filament dréchen halen, fir e Broch ze vermeiden.
A: Ze héich Temperatur kann d'Flëssegkeet vum Filament nom Schmelzen erhéijen, mir proposéieren d'Temperatur ze reduzéieren fir d'Fuerbildung ze reduzéieren.
B: Dir kënnt déi bescht Réckzuchsdistanz an Réckzuchsgeschwindegkeet fannen andeems Dir en Stringtest ausdréckt.
A: Vergewëssert Iech datt Dir dat fräit Enn vum Seid-Pla-Filament an d'Lächer asetzt, fir datt et déi nächst Kéier net verwéckelt.
A: Vergewëssert Iech w.e.g., datt de Filament no all Drock an enger zouener Täsch oder Këscht gelagert gëtt, fir Feuchtigkeit ze vermeiden.
B: Wann de Filament schonn duerchnout ass, dréchent en am Schäffchen 4 - 6 Stonnen bei 40-45°C.
| Dicht | 1.25g/cm²3 |
| Schmelzflussindex (g/10min) | 11.3(190℃/2,16 kg) |
| Hëtztverzerrungstemperatur | 55℃, 0,45 MPa |
| Zugfestigkeit | 57MPa |
| Verlängerung beim Broch | 210,5% |
| Biegfestigkeit | 78MPa |
| Biegemodul | 2700 MPa |
| IZOD Schlagfestigkeit | 6.3kJ/㎡ |
| Haltbarkeet | 4/10 |
| Dréckbarkeet | 9/10 |
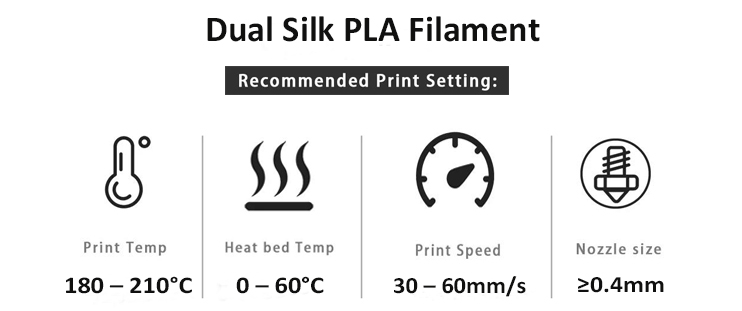
| Extrudertemperatur (℃) | 190 – 220℃Recommandéiert≤200℃besser Glanz kréien |
| Betttemperatur (℃) | 0 – 60°C |
| NoGréisst vun der zzle | ≥0,4 mm |
| Ventilatorgeschwindegkeet | Op 100% |
| Dréckgeschwindegkeet | 30 –60mm/s; 25-45mm/s fir komplex Objeten, 45-60mm/s fir einfach Objeten |
| LAyer Héicht | 00,2 mm |
| Beheizt Bett | Optional |
| Recommandéiert Bauflächen | Glas mat Klebstoff, Ofdeckungspabeier, Blott Klebeband, BuilTak, PEI |








